Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

I see too many buyers struggle with poor finishes. It hurts your brand when colors fade or mismatch. Let me fix this for you right now.
Anodized aluminum color is created through an electrochemical process that converts the metal surface into a durable, corrosion-resistant, decorative finish. It offers vibrant aesthetics and superior protection compared to paint, making it ideal for industrial and consumer products requiring long-lasting visual appeal.
Selecting the right hue is about more than just looks; it is about engineering science.
I know you want your product to stand out on the shelf. But picking the wrong shade can ruin your entire production run and budget.
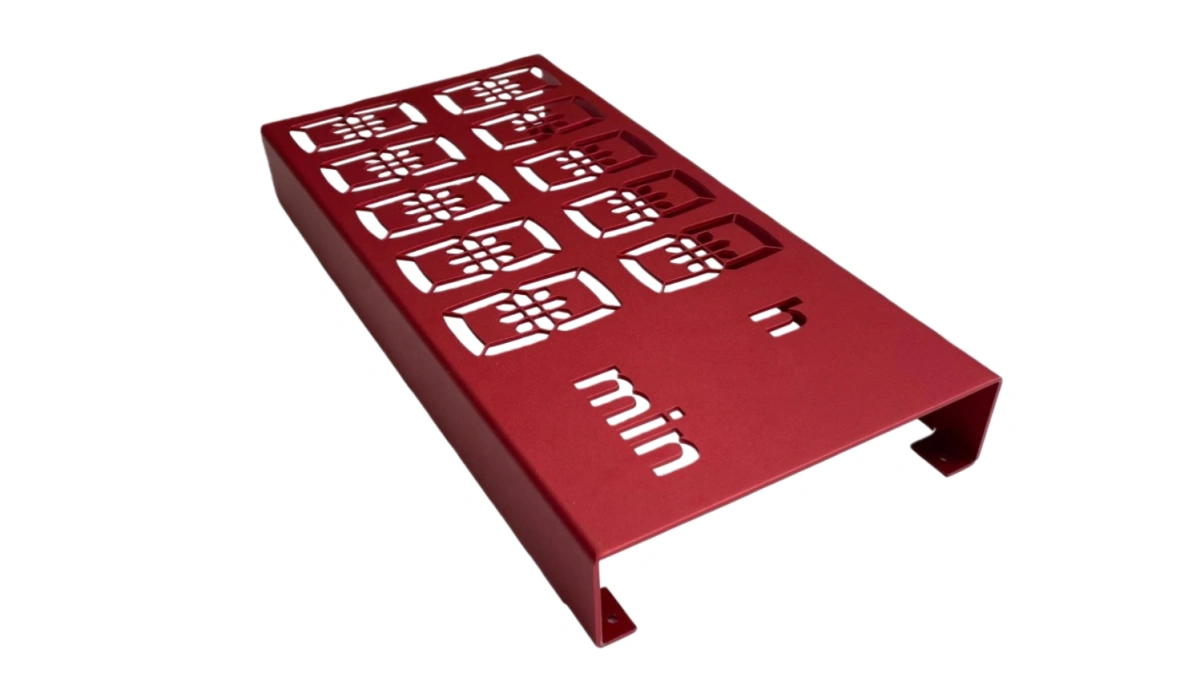
The most popular anodized aluminum color options include clear (silver), black, blue, gold, and red. These standard organic dyes are stable and cost-effective. Electrolytic two-step coloring is also widely used for architectural bronze and black tones because of its superior UV stability.
When we talk about options, we need to look beyond just the rainbow of colors. We need to look at how these colors are applied. In my factory, I often see clients ask for a specific Pantone number. While we can get close, anodizing is not like mixing paint. It is a subtraction process. We are opening pores in the metal and filling them with dye.
There are two main categories of coloring that determine your options:
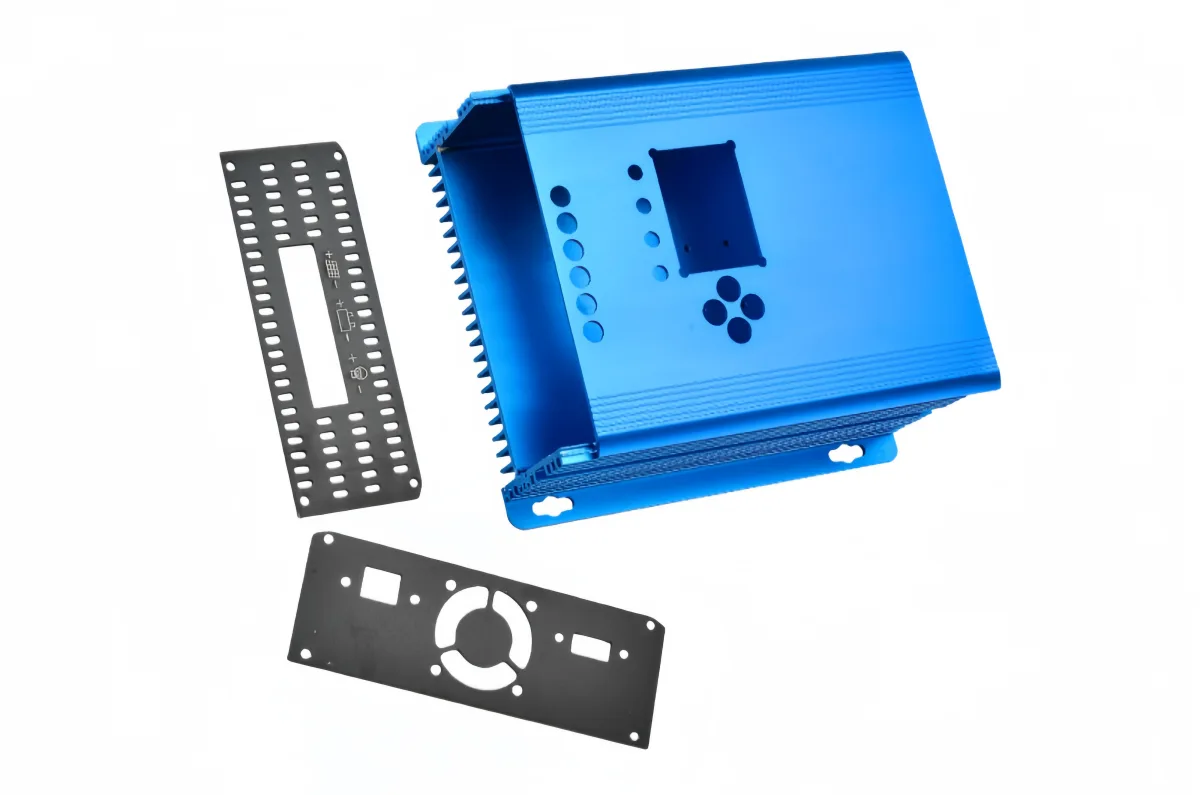
This is what most people think of. We dip the porous aluminum into a tank of warm water containing dissolved organic dye. The dye flows into the pores. This method gives you the widest range of options. You can have bright reds, deep blues, greens, and even pinks. It is perfect for consumer electronics, flashlight bodies, or robot parts that stay indoors.
This is different. After the anodizing tank, we put the aluminum into a second tank containing metal salts (usually tin). We apply an electric current, and the metal deposits at the bottom of the pores. The colors here are limited. You mostly get champagne, light bronze, dark bronze, and black. However, these colors are part of the metal structure. They are incredibly tough.
Below is a breakdown of the common colors we process and where they work best.
| Color Category | Common Shades | Best Application | Cost Level |
| Natural | Clear / Silver | General machinery, medical frames | Low |
| Organic Dyes | Red, Blue, Gold, Green | Consumer goods, indoor electronics | Medium |
| Electrolytic | Champagne, Bronze, Black | Architecture, outdoor heavy equipment | High |
If you are buying customized aluminum products for a machine that will sit inside a factory, organic black or blue is a great choice. If you are building window frames for a building in Dubai, you must use electrolytic coloring.
You worry about customer complaints regarding fading parts after a year. I have seen huge claims due to sun damage, and I want you to avoid that.
Yes, anodized aluminum color can fade in direct sunlight if organic dyes are used without UV inhibitors. However, electrolytic coloring and specific inorganic pigments are virtually fade-proof. The fading rate depends heavily on the dye quality, seal quality, and exposure time.
Fading is the number one pain point for my clients who export outdoor products. Imagine you ship a batch of black solar panel frames. Six months later, the client calls you saying they are now purple. This happens because ultraviolet (UV) light breaks down the chemical bonds in organic dyes.
Think of organic dye as a complex chain of molecules. UV light acts like a pair of scissors. It cuts these chains. Once the chain is broken, the color loses its vibrancy. Red turns to pink. Black turns to purple or grey. Blue turns to a pale sky color.
However, not all colors fade at the same speed.
At ALUT, we use two strategies for outdoor orders. First, we use a “sealant” with metal salts. After dyeing, we seal the pores. If the seal is high quality, it locks the dye in and blocks some UV light.
Second, for true outdoor performance, we do not use organic dye at all. We use the electrolytic process I mentioned earlier. The tin metal deposited in the pores does not react to sunlight. A bronze window frame made this way will look the same in 20 years as it does today.
Here is a simple comparison of how different methods handle the sun.
| Coloring Method | UV Resistance | Estimated Outdoor Life |
| Organic Dye (Standard) | Poor to Fair | 6 months – 2 years |
| Organic Dye (High Grade) | Good | 3 – 5 years |
| Inorganic / Electrolytic | Excellent | 20+ years |
If your product is a garden light or a car part, tell your supplier immediately. Do not just ask for “Black.” Ask for “UV-stable Black.”
Choosing a finish based only on a computer screen is a disaster. I want to show you how to pick specs that actually work in mass production.
To choose the best anodized aluminum color finish, you must define the application environment, desired lifespan, and alloy type. For outdoor use, select Class I thickness with electrolytic coloring. For indoor electronics, Type II decorative anodizing with organic dyes offers the widest color range.
When I receive drawings from engineers in the US or Europe, they often specify a color but forget the surface texture. The “finish” is a combination of the color and the pre-treatment. The texture changes how the eye perceives the color.
Before we color the metal, we change the surface.
This is a critical point many buyers miss. You cannot put the same anodized aluminum color on different alloys and expect them to look the same.
So, if your assembly has parts made of 6061 and parts made of 7075, do not expect the colors to match perfectly. They will be different shades.
The thickness of the anodized layer is measured in mils or microns.
Nothing is worse than opening a shipment and seeing five different shades of red. I know this pain destroys your assembly line efficiency and hurts your reputation.
Anodized aluminum color consistency varies due to fluctuations in tank temperature, immersion time, chemical concentration, and alloy batch differences. Unlike paint, anodizing is a translucent conversion coating, meaning the underlying metal grain structure and composition directly affect the final visual outcome.
I have had customers ask me, “Wilson, why isn’t this batch exactly the same as the one from six months ago?” It is a fair question. But we must understand that anodizing is a chemical reaction, not a digital print.
There are dozens of variables in the factory that change the outcome.
Since zero variation is impossible, how do we do business? We use “Limit Samples” or “Range Boards.”
When we start a project, I send the client three samples:
As long as the production parts fall between the Light and Dark limits, the batch is good. This aligns our expectations with reality. If you demand a “Target only” match, your scrap rate (and price) will triple.
Another consistency issue is rack marks. We have to hold the part with titanium clips to pass the electricity. Where the clip touches the part, there is no anodizing. It leaves a small silver mark. We must discuss where to hide this mark during the design phase. If we do not plan for it, the mark might end up on a visible surface, ruining the look.
| Factor Causing Variation | Impact on Color | Control Method |
| Alloy Batch | High (Different trace elements) | Buy metal from same lot |
| Dye Time | High (Darker/Lighter) | Automated hoist systems |
| Surface Finish | Medium (Gloss vs Matte) | Standardized blasting media |
Consistency comes from strict process control and honest communication about tolerances.
Picking the right anodized aluminum color requires balancing aesthetics with science. Trust an experienced partner to handle these details for your supply chain success.