Endereço
304 Norte Cardinal
St. Dorchester Center, MA 02124
Horas de trabalho
Segunda-feira a sexta-feira: 7h - 19h
Fim de semana: 10:00 - 17:00
Endereço
304 Norte Cardinal
St. Dorchester Center, MA 02124
Horas de trabalho
Segunda-feira a sexta-feira: 7h - 19h
Fim de semana: 10:00 - 17:00

Tem dúvidas sobre como são feitas as formas complexas de alumínio para os seus produtos? A aquisição de peças sem compreender o processo pode levar a problemas de qualidade ou atrasos. Pela minha experiência na ALUT, dominar este conhecimento é fundamental.
Com base nas nossas operações diárias aqui na ALUT, defino o fabrico de perfis de alumínio principalmente através do processo de extrusão. Este processo envolve o aquecimento de biletes de alumínio e a sua passagem forçada através de uma matriz moldada, utilizando uma pressão imensa para criar perfis contínuos com secções transversais específicas, seguidos de passos de acabamento cuidadosos.
Este processo permite uma flexibilidade de conceção incrível, mas exige precisão e conhecimentos especializados em todas as fases. Compreender estes passos ajuda-o a comunicar melhor com fornecedores como nós e a garantir que obtém os componentes exactos de que necessita. Vejamos em pormenor como tudo se processa.
Está a pensar na viagem do metal em bruto para um perfil de alumínio acabado? Encomendar simplesmente peças sem ter conhecimento da sua criação pode parecer uma aposta. Tendo gerido linhas de produção durante anos, posso clarificar as etapas essenciais envolvidas.
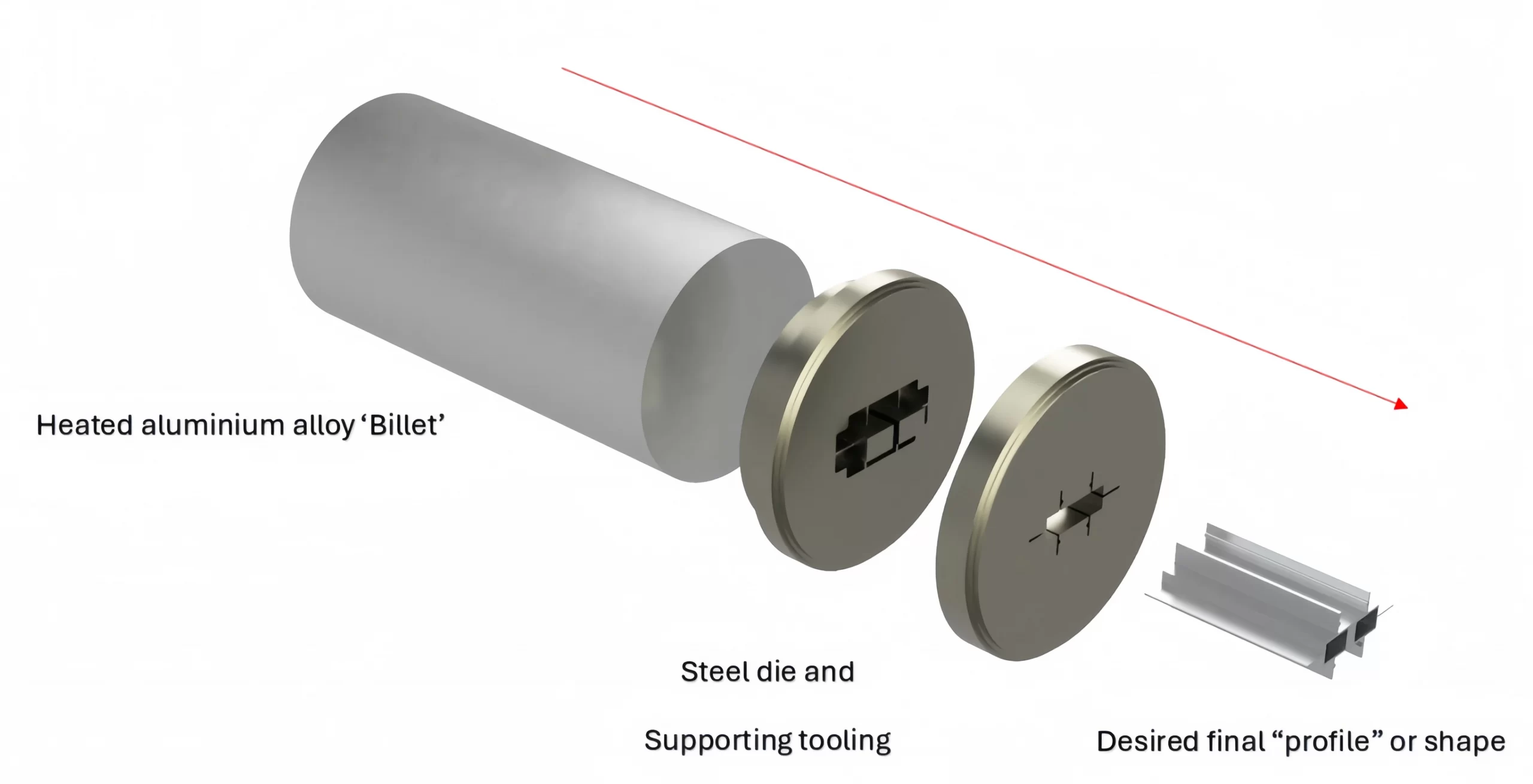
Com base no meu envolvimento direto no fabrico na ALUT, o processo de fabrico de perfis de alumínio funciona começando por conceber e criar uma matriz de aço. Em seguida, aquecemos um lingote de alumínio, empurramo-lo através desta matriz com uma prensa potente, arrefecemos a forma resultante, esticamo-lo para o endireitar, cortamo-lo à medida e, finalmente, envelhecemo-lo e damos-lhe o acabamento necessário.
O núcleo do fabrico de perfis de alumínio é quase sempre o processo de extrusão. Embora existam outros métodos para moldar o alumínio, a extrusão é dominante para criar formas lineares com secções transversais consistentes. É um processo sofisticado que requer um controlo cuidadoso em cada fase para garantir que o produto final cumpre os rigorosos requisitos de qualidade exigidos por clientes como você. Vamos analisar o fluxo de trabalho típico:
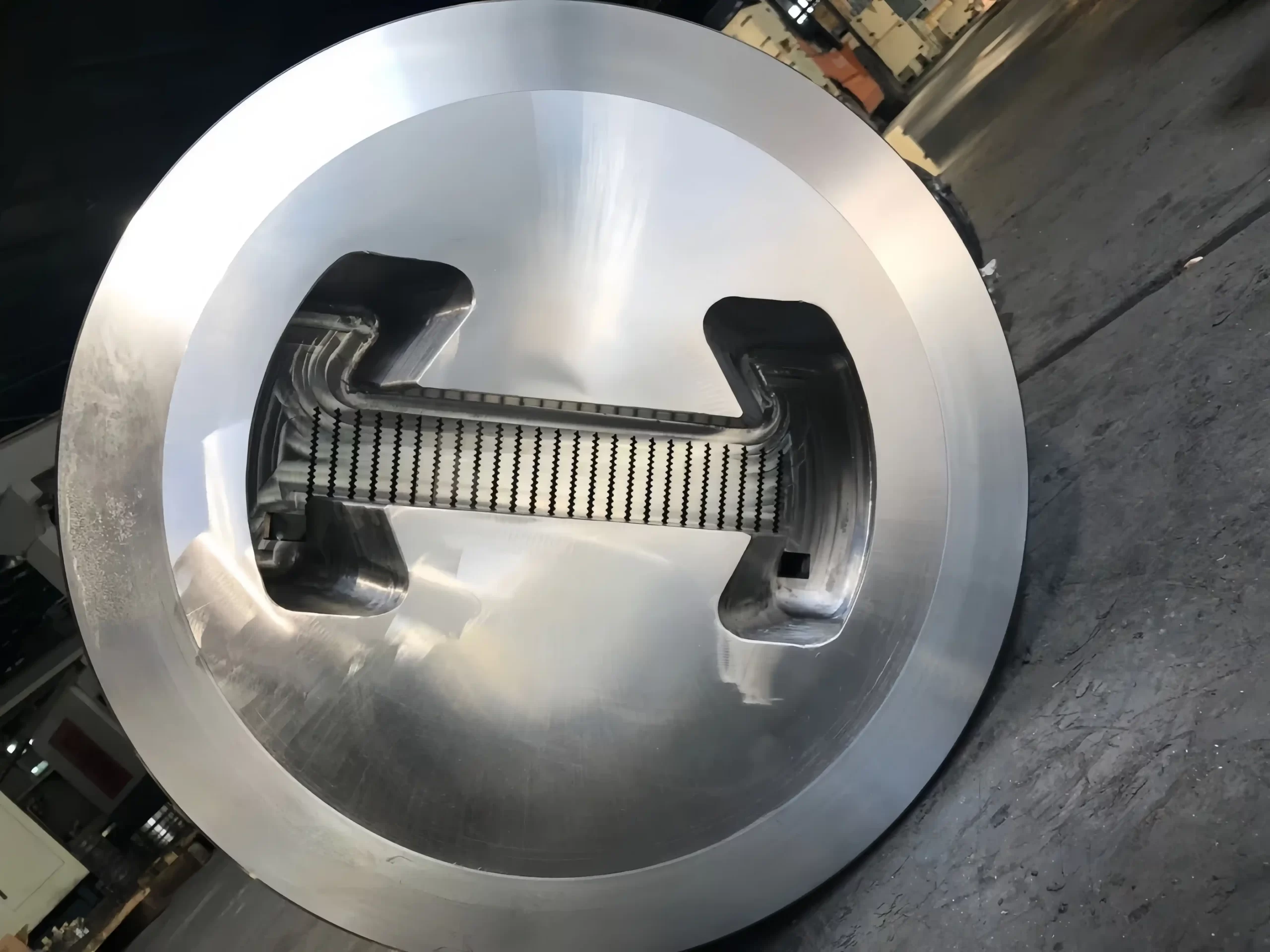
É aqui que começa a personalização. Com base no desenho ou nas especificações do cliente, os engenheiros concebem uma matriz - uma ferramenta de aço especializada com uma abertura com a forma da secção transversal do perfil pretendido.
A matéria-prima começa por ser um tronco cilíndrico sólido de uma liga de alumínio específica, designada por bilete.
Este é o coração do processo.
À medida que o perfil sai da matriz para uma mesa de saída, deve ser arrefecido corretamente.
As extrusões apresentam frequentemente pequenas torções ou curvas após o arrefecimento.
O perfil longo e rectificado é cortado nos comprimentos específicos encomendados pelo cliente, geralmente com uma serra de precisão.
Para muitas ligas comuns (como as da série 6000), o envelhecimento é necessário para atingir a resistência e a dureza totais (têmpera).
Dependendo dos requisitos, os perfis podem ser submetidos a outras etapas:
Este processo sistemático, quando bem gerido com controlos de qualidade robustos em cada fase, garante a entrega fiável de perfis de alumínio de alta qualidade, fabricados de acordo com especificações exactas.
Tem curiosidade em saber o que é realmente necessário para fabricar esses perfis de alumínio? Conhecer os materiais de base é fundamental para compreender as propriedades e o potencial do produto final. Do meu ponto de vista, que lida com o aprovisionamento e a produção, tudo começa com ligas de alumínio de alta qualidade.
Com base na minha experiência no fornecimento de materiais para a ALUT, a principal matéria-prima que alimenta o fabrico de perfis de alumínio é o lingote de alumínio. Estes toros cilíndricos são fundidos a partir de ligas de alumínio específicas, que são misturas cuidadosamente selecionadas de alumínio com outros elementos como magnésio, silício, cobre ou zinco para obter as propriedades desejadas.
Embora o produto final seja um "fabrico de perfis de alumínio", o tipo específico de alumínio utilizado é fundamental. O alumínio puro é, de facto, bastante macio e não é adequado para a maioria das aplicações estruturais ou exigentes. Por isso, os fabricantes utilizam ligas de alumínio - metais criados pela combinação do alumínio com um ou mais elementos. Estes elementos de liga alteram significativamente as caraterísticas do material.
A viagem começa com os biletes de alumínio (por vezes também designados por toros).
São adicionados diferentes elementos ao alumínio para melhorar propriedades específicas:
| Série Alloy | Elementos de liga primários | Caraterísticas principais | Aplicações comuns em perfis |
| 1xxx | 99%+ Alumínio | Excelente resistência à corrosão, alta condutividade, macio | Condutores eléctricos, equipamento químico (menos comum) |
| 3xxx | Manganês (Mn) | Resistência moderada, boa formabilidade, boa resistência à corrosão. | Permutadores de calor, trabalhos gerais de chapa metálica (menos comuns) |
| 5xxx | Magnésio (Mg) | Boa resistência, excelente resistência à corrosão (marinha) | Aplicações marítimas, transporte, recipientes sob pressão |
| 6xxx | Magnésio (Mg) e Silício (Si) | Mais comum para extrusãoboa resistência, extrudabilidade, soldabilidade, resistência à corrosão, tratável termicamente | Arquitetónico (janelas, portas), estrutural, automóvel, uso geral |
| 7xxx | Zinco (Zn) e Magnésio (Mg) | Resistência muito elevada, tratável termicamente | Estruturas aeroespaciais, aplicações de alta tensão |
As ligas mais utilizadas para o fabrico geral de perfis de alumínio são tipicamente da Série 6xxx, nomeadamente 6063 (preferido para aplicações arquitectónicas devido ao excelente acabamento da superfície e à resistência à corrosão) e 6061 (maior resistência, boa maquinabilidade, utilizado em aplicações estruturais). A escolha depende inteiramente dos requisitos de desempenho do produto final.
O alumínio é altamente reciclável sem perder a sua qualidade. A utilização de sucata de alumínio reciclado para produzir biletes é uma prática comum. Isto não é apenas benéfico para o ambiente, mas também eficiente em termos energéticos, exigindo apenas cerca de 5% da energia necessária para produzir alumínio primário a partir do minério. Assegurar a seleção e o tratamento adequados da sucata é vital para manter a composição e a qualidade da liga necessárias.
Compreender estas matérias-primas ajuda os gestores de compras a especificarem a liga certa para a sua aplicação e a compreenderem a importância do controlo de qualidade dos materiais no processo de fabrico.
Os perfis de alumínio são apenas para janelas e portas? Muitas pessoas associam-nos principalmente à construção. No entanto, como fabricante que fornece diversos sectores, sei que o seu alcance é muito maior na indústria moderna.
Na minha função na ALUT, vejo inúmeras indústrias a beneficiarem diretamente do fabrico de perfis de alumínio. Os principais sectores incluem a construção civil, automóvel e transportes, eletricidade e eletrónica, maquinaria e automação industrial, bens de consumo, mobiliário e até mesmo a indústria aeroespacial devido às propriedades únicas do alumínio.
A combinação única de propriedades oferecidas pelo alumínio - leveza, elevada relação resistência/peso, resistência à corrosão, condutividade térmica, condutividade eléctrica, reciclabilidade e a capacidade de ser extrudido em formas complexas - torna o fabrico de perfis de alumínio incrivelmente versátil. Vamos explorar alguns dos principais beneficiários:
Este é, sem dúvida, o maior mercado. O fabrico de perfis de alumínio é essencial para:
A redução do peso é fundamental neste sector para a eficiência do combustível e o desempenho. Os perfis de alumínio são utilizados em:
As propriedades do alumínio também são valiosas neste domínio:
Embora muitas vezes exijam ligas de maior resistência (séries 2xxx, 7xxx), as vantagens fundamentais da extrusão de alumínio (resistência leve) são críticas para os componentes estruturais das aeronaves, acessórios interiores e sistemas de carga.
Eis um quadro que resume algumas ligações:
| Indústria | Principais aplicações dos perfis de alumínio | Principais benefícios utilizados |
| Construção civil | Janelas, portas, fachadas, coberturas, elementos estruturais | Resistência à corrosão, força, extrudabilidade |
| Automóvel/Transporte | Estruturas da carroçaria, acabamentos, tabuleiros de baterias EV, permutadores de calor | Leveza, resistência ao peso, condutividade |
| Eletricidade/Eletrónica | Dissipadores de calor, caixas, barramentos, estruturas de painéis solares | Condutividade térmica/eléctrica, blindagem |
| Máquinas industriais | Molduras modulares (ranhuras em T), componentes de automação, guias lineares | Resistência, modularidade, precisão |
| Bens de consumo/mobiliário | Peças de electrodomésticos, armações de móveis, artigos de desporto, aparelhos de iluminação | Estética, leveza, durabilidade |
A utilização generalizada nestas diversas indústrias realça a adaptabilidade e a proposta de valor do fabrico de perfis de alumínio, permitindo a inovação e a eficiência em inúmeros produtos.
Está a planear conceber uma peça utilizando o fabrico de perfis de alumínio? Desenhar simplesmente uma forma não é suficiente. Certas escolhas de design podem afetar significativamente a facilidade, eficiência e rentabilidade com que um perfil pode ser fabricado. Com base na minha experiência em orientar os projectos dos clientes para a capacidade de fabrico, há vários factores-chave que devem ser cuidadosamente considerados.
Com base em inúmeros projectos na ALUT, os factores de design mais críticos que afectam o fabrico de perfis de alumínio são a complexidade da forma do perfil, as variações na espessura da parede, as tolerâncias especificadas, a liga de alumínio escolhida e quaisquer acabamentos de superfície necessários. Cada um deles afecta o design da matriz, o fluxo de material, o arrefecimento e o custo potencial.
A otimização de um design para fabrico (DFM) no início do processo é crucial. Ajuda a evitar problemas de produção, reduz os custos e garante que a peça final cumpre os requisitos funcionais de forma fiável - abordando potenciais pontos problemáticos como a não conformidade dimensional. Vamos examinar estes factores:
A consideração destes factores durante a fase de conceção, idealmente em consulta com o fabricante, conduz a um fabrico de perfis de alumínio mais robusto, rentável e produtivo.
O fabrico de perfis de alumínio, principalmente através de extrusão, é um processo versátil vital para muitas indústrias. Compreender as etapas, os materiais, as aplicações e os principais factores de conceção ajuda a garantir resultados bem sucedidos e componentes de alta qualidade.