Endereço
304 Norte Cardinal
St. Dorchester Center, MA 02124
Horas de trabalho
Segunda-feira a sexta-feira: 7h - 19h
Fim de semana: 10:00 - 17:00
Endereço
304 Norte Cardinal
St. Dorchester Center, MA 02124
Horas de trabalho
Segunda-feira a sexta-feira: 7h - 19h
Fim de semana: 10:00 - 17:00

Struggling with inconsistent bends in your aluminum parts? This frustration leads to wasted material and project delays. I’ll share the key to achieving perfect bends every time.
In my experience, the ultimate secret to flawless 5052 aluminum bending isn’t just one thing. It’s the combination of understanding its excellent formability, knowing the correct minimum bend radius, and selecting the right temper, like H32, to prevent cracking and ensure consistent results for your projects.
Let’s break down these critical factors one by one. Understanding each element is key to transforming your fabrication process and ensuring every part meets your exact specifications.
Choosing the wrong alloy can ruin a project. This mistake costs time and money. I’ve found that 5052 aluminum is a top choice for its reliability in forming.
From my years in manufacturing, I can tell you 5052 aluminum is excellent for bending because of its high magnesium content. This gives it superb workability and high fatigue strength without becoming brittle. It forms easily and holds its shape reliably, which is crucial.
5052 aluminum is a non-heat-treatable alloy, and its main strength comes from the alloying elements within it and the effects of strain hardening. For any purchasing manager or engineer, understanding why 5052 is a superior choice is essential. It prevents downstream quality issues and ensures the final product is robust. A successful 5052 aluminum bending operation depends on this foundational knowledge.
The primary alloying element in 5052 aluminum is magnesium. This element is key to the material’s excellent formability. Unlike other alloys that gain strength from elements that can make them brittle, magnesium increases strength while maintaining good ductility. This means the material can be bent and shaped without easily fracturing. At our factory, we consistently see parts made from 5052 hold complex shapes much more reliably than, for example, 6061 aluminum in a non-annealed state.
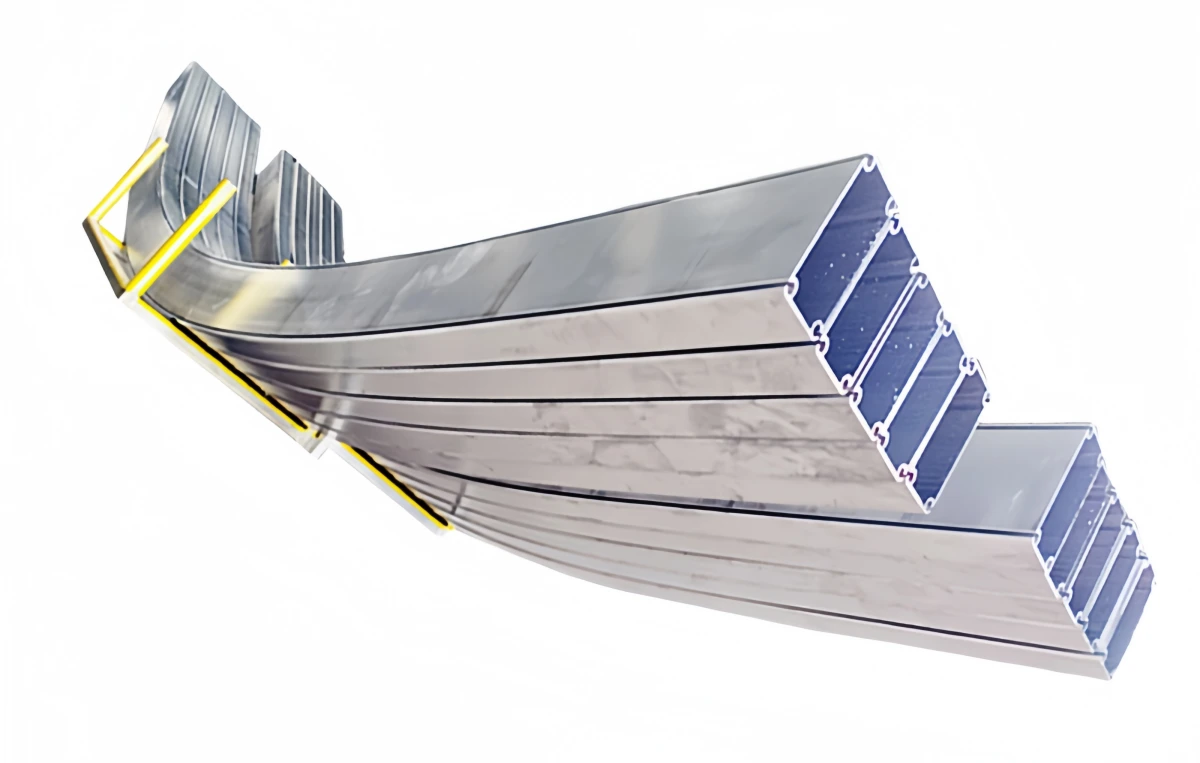
Formability is the ease with which a metal can be shaped through processes like bending. 5052 aluminum has the highest strength of the more common non-heat-treatable grades, but it’s most famous for its high fatigue strength. In applications where the part will be subject to vibrations or repeated stress cycles, 5052 excels. The ability to bend it into a specific shape without compromising this inherent strength is a major advantage for any 5052 aluminum bending project. This unique combination makes it a go-to material for marine, chemical, and industrial applications.
To put it into perspective, it’s helpful to see how 5052 stacks up against other alloys you might be considering. The process of 5052 aluminum bending often provides the best balance of properties.
| Alloy Grade | Elementos de liga primários | Formability Rating | Typical Use Case Involving Bending |
| 5052 | Magnesium, Chromium | Excelente | Marine components, chassis, tanks |
| 6061 | Magnesium, Silicon | Good (in T4/T6) | Structural parts, requires annealing |
| 3003 | Manganese | Muito bom | Cookware, chemical equipment |
As the table shows, while 3003 has great formability, it lacks the strength of 5052. And while 6061 is very strong, its formability is limited unless it is first annealed and then heat-treated again after forming, adding complexity and cost.
Worried about hairline cracks appearing during fabrication? This defect can compromise the entire part’s integrity. I know how to perform 5052 aluminum bending to avoid this costly issue.
In my factory, we rarely see 5052 aluminum crack during bending if the process is controlled. Cracking usually happens if you use a bend radius that is too tight or if the material’s temper is too hard. Proper technique is absolutely essential for success.
The fear of cracking is a major pain point for anyone ordering custom metal parts. A cracked part is a failed part, leading to project delays and cost overruns. The good news is that with 5052 aluminum, cracking is entirely preventable with the right knowledge and process control. It is not an inherent flaw of the material but a result of improper technique during the 5052 aluminum bending process.
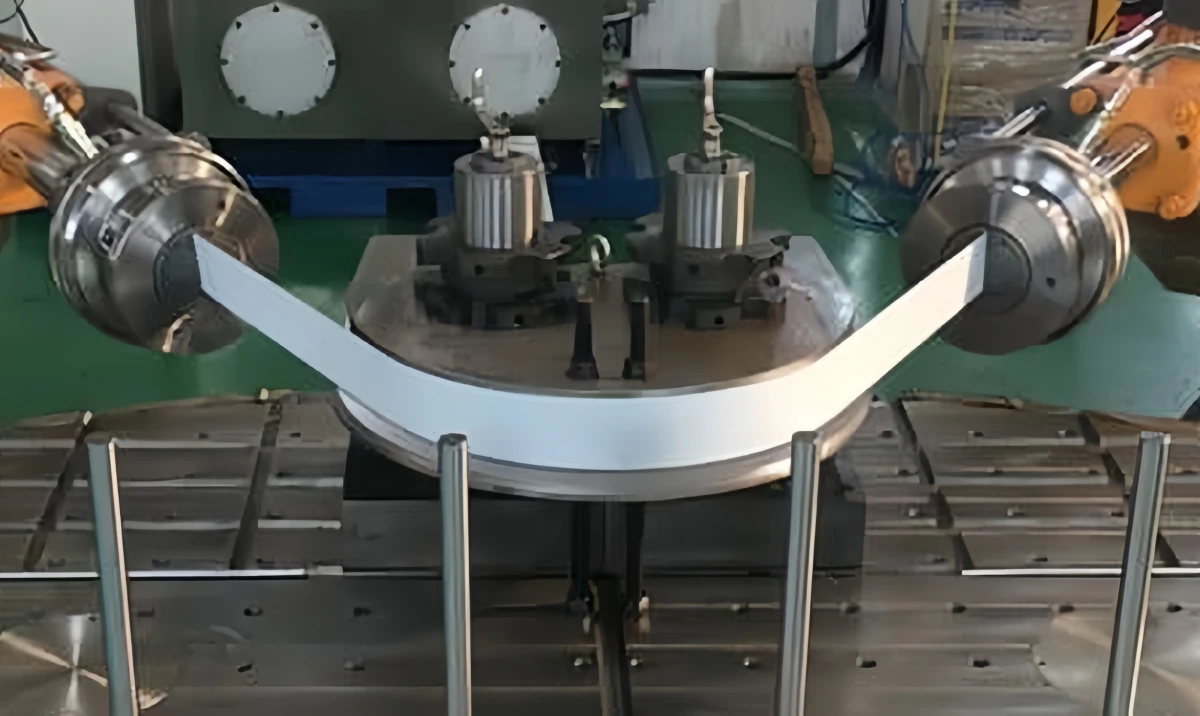
One of the most overlooked factors in 5052 aluminum bending is the grain direction. During the manufacturing process of rolling the aluminum sheet, the metal’s crystalline structure aligns in the direction of the roll. This creates a “grain” similar to the grain in a piece of wood.
As a supplier, it’s our responsibility to understand the material’s grain direction and orient the part correctly in our press brakes. This is a level of detail that separates experienced manufacturers from those who just quote the lowest price.
Temper refers to the hardness and strength of the aluminum, achieved through strain hardening. A harder temper means the material has less ductility.
Are your part designs failing because of incorrect specifications? This leads to redesigns and delays. I can give you the precise data needed for a successful 5052 aluminum bending.
For 5052 aluminum bending, I always tell my engineers that the minimum bend radius depends on the material’s thickness and temper. A good rule of thumb for H32 temper is 1 to 2 times the material thickness. Softer tempers can handle an even tighter radius.
The minimum bend radius is a critical parameter in sheet metal design. Specifying a radius that is too small for the material’s thickness and temper is a direct path to failure through cracking. Understanding this relationship is fundamental to designing parts that are manufacturable and robust. This is a core part of the engineering support we provide, ensuring our clients’ designs for 5052 aluminum bending are optimized for production before we even cut the first piece of metal.
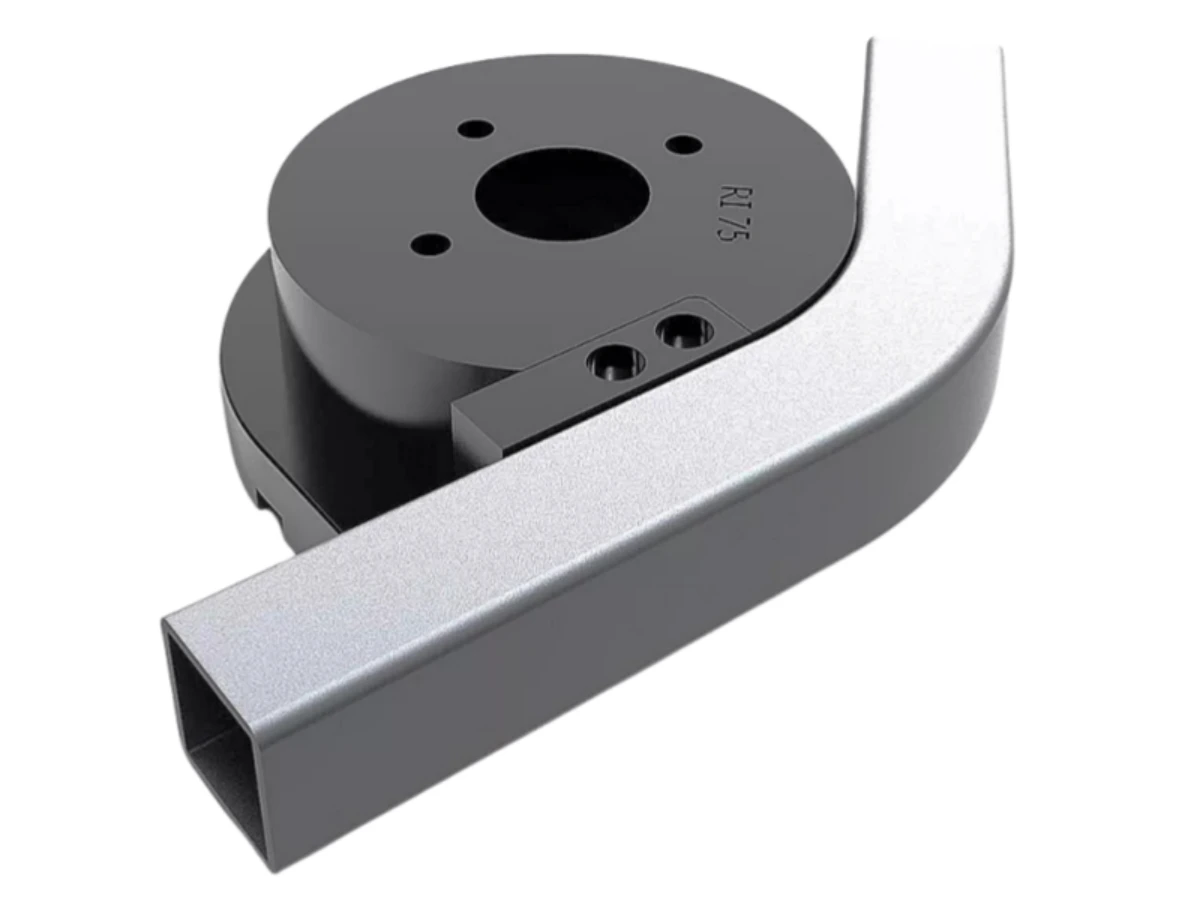
The bend radius refers to the inside radius of the bent corner. It is not the sharpness of the outside corner. A smaller bend radius results in a sharper corner. The “minimum” bend radius is the smallest radius you can create without causing cracking or significant material thinning on the outer surface of the bend. Trying to force the material into a corner sharper than this minimum value will exceed its elasticity and cause it to fracture. This is a key detail in any successful 5052 aluminum bending plan.
The ideal bend radius is always expressed as a multiple of the material’s thickness (T). The harder the temper, the larger the required bend radius. Here is a practical guide we use in our factory for a standard 90-degree air bend.
| Material Temper | Sheet Thickness (inches) | Sheet Thickness (mm) | Minimum Bend Radius (Multiple of T) |
| 5052-O | 0.016 – 0.125 | 0.4 – 3.2 | 0T to 1T |
| 5052-H32 | 0.016 – 0.125 | 0.4 – 3.2 | 1T to 2T |
| 5052-H34 | 0.016 – 0.125 | 0.4 – 3.2 | 1.5T to 2.5T |
| 5052-H36 | 0.016 – 0.063 | 0.4 – 1.6 | 2.5T to 4T |
Note: These are general guidelines. The specific tooling, bending method, and quality of the material can influence the result.
This data is crucial for design engineers. When we receive drawings, one of our first checks is whether the specified bend radii are achievable for the chosen material and temper.
Confused by temper designations like H32? Choosing the wrong one can lead to failed parts. Let me clarify what H32 means for your 5052 aluminum bending projects.
From what I’ve seen, the H32 temper is a fantastic middle ground. It’s strain-hardened and then stabilized, giving it good strength but leaving enough formability for most 5052 aluminum bending jobs. It’s stronger than the ‘O’ temper but far more formable than H34 or H38.
The “H” temper designation system can seem complex, but understanding it is key to specifying the right material for your needs. The H32 temper is one of the most common for 5052 aluminum precisely because it hits a “sweet spot” that serves many applications well. It offers a practical solution that balances mechanical strength with the need for easy fabrication, making it a reliable and cost-effective choice for many parts requiring 5052 aluminum bending.
Let’s quickly break down what “H32” actually means:
So, H32 means the 5052 aluminum is strain-hardened to a quarter-hard state and then stabilized. This process results in a material that is significantly stronger than its fully soft (‘O’ temper) state but still ductile enough for effective 5052 aluminum bending.
The choice of temper is always a trade-off between strength and formability when planning for 5052 aluminum bending. A purchasing manager or engineer must decide which is more critical for their application.
| Temperamento | Força relativa | Formability / Bendability | Melhor para... |
| 5052-O | Mais baixo | Excelente | Complex parts with very tight bends; maximum formability. |
| 5052-H32 | Médio | Muito bom | The “all-around” choice; good strength and good formability. |
| 5052-H34 | Médio-Alto | Bom | Applications needing more strength with simpler bends. |
| 5052-H38 | Mais alto | Pobres | Flat applications not requiring any significant bending. |
As shown, 5052-H32 provides a versatile solution. It avoids the relative weakness of the ‘O’ temper while sidestepping the cracking risk associated with harder tempers like H34 or H38 during bending. This makes it the default choice for a huge range of products, from electronic enclosures to marine hardware.
Mastering 5052 aluminum bending comes from understanding the material’s properties. With the right knowledge and a reliable partner, you can achieve flawless, consistent results for all your projects.thumb_upthumb_down