住所
304ノース・カーディナル
セント・ドーチェスター・センター(マサチューセッツ州02124
勤務時間
月曜日~金曜日:午前7時~午後7時
週末午前10時~午後5時

アルミニウム管の曲げ加工には、メーカーが理解しなければならない限界と潜在的な欠陥があります。この記事では、しわ、割れ、楕円化などの一般的な課題について説明します。アルミニウムの焼戻しが曲げ工程にどのような影響を及ぼすか、また、適切な焼戻しを選択することで欠陥を最小限に抑えることができるかについて説明します。アルミニウム管の曲げ加工プロセスを最適化するための戦略をご覧ください。曲げ加工の結果を向上させ、コストのかかるエラーを防止することを目指す専門家に最適です。
私たちは多くのアルミチューブを曲げていますが、いつも順風満帆というわけではありません。その限界とは?
アルミニウム管の曲げ加工は、汎用性が高い一方で、実現可能な形状や材料の挙動には固有の限界があります。これらの制限を理解することは、効率的な製造と欠陥の最小化に極めて重要です。当社では、曲げ加工プロジェクトを開始する前に、常に潜在的な課題を分析し、実現可能性と品質を確保しています。
では、アルミ管の曲げ加工で直面する一般的な制限とは何でしょうか?探ってみましょう。
アルミチューブの曲げ加工で何が制限されるのか?加工の限界について考えてみましょう。
主な限界は、材料の延性と曲げ設備の能力に関連していると思います。曲げ半径の最小値と曲げ角度の最大値が決められています。これらの限界を超えると、欠陥につながる可能性があります。
アルミニウム管の曲げ加工における制約について深く掘り下げてみましょう。これらの制約を認識することで、製造業者はコストのかかるエラーを回避し、製造方法を最適化することができます。
アルミニウムの延性、つまり破断せずに変形する能力は、重要な制限である。
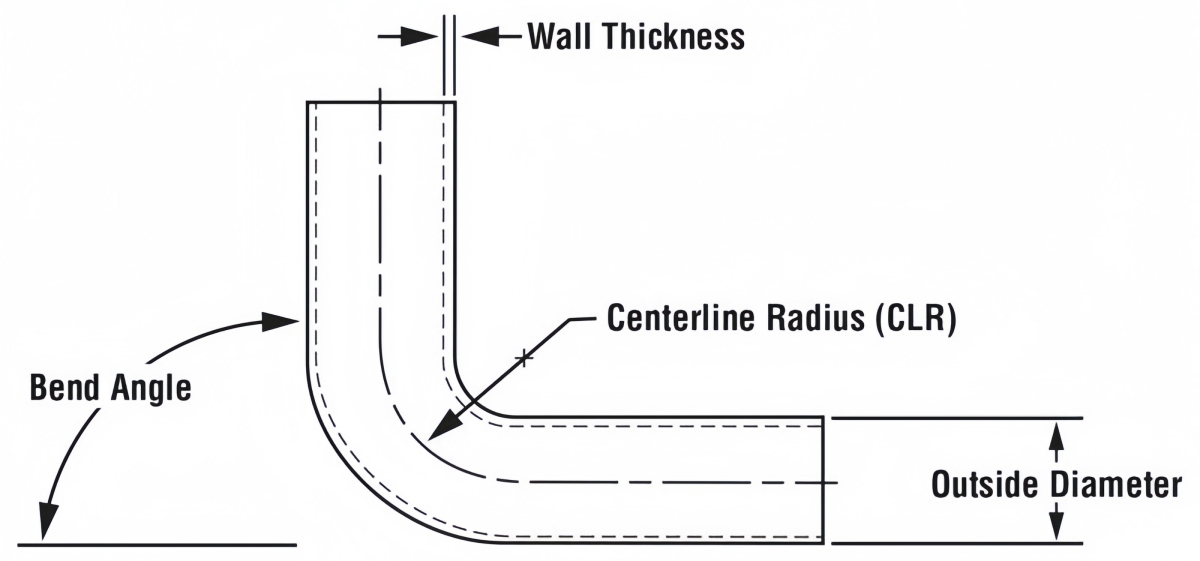
最小曲げ半径: 各アルミニウム合金とチューブ径には最小曲げ半径があります。これよりきつく曲げようとすると、亀裂やつぶれの原因になることがあります。
壁の間伐: チューブの外壁は曲げの際に伸び、減肉につながる。過度の減肉はチューブを弱くする。
楕円化: チューブの断面形状は、曲げ加工中に円形から楕円形に歪むことがあり、強度が低下する。
曲げ装置の能力にも限界がある。
| 設備の特徴 | 制限 | インパクト |
| 曲げ力 | マシンが加えることのできる力の大きさ。 | 曲げられるチューブの最大直径と肉厚を制限する。 |
| 金型デザイン | 曲げ型の形状と精度。 | 曲げの精度と一貫性に影響する。金型設計が悪いと欠陥の原因になる。 |
| マンドレルの使用 | 内部支持にマンドレルを使用できるかどうか。 | 狭い半径や薄肉チューブを潰れずに曲げる能力が制限される。 |
一貫した工程管理は、曲げ結果のばらつきを最小限に抑えるために不可欠です。
潤滑: 潤滑が不十分だと摩擦が増大し、欠陥につながる可能性がある。
スピードだ: 早く曲げすぎると、アルミニウムにひびが入ったり破れたりすることがあります。
温度だ: 温度変化はアルミニウムの延性に影響を与えます。
チューブそのものの設計もまた課題となりうる。
複雑な形: チューブを複数の曲げを持つ複雑な形状に曲げることは、歪みなく実現するのが難しい場合があります。複数の曲げを持つ複雑な形状にチューブを曲げることは、歪みなしでは困難です。
近接ベンド: 曲げ部が近すぎると、曲げ部の間のチューブが弱くなります。
私の工場では、アルミ管の曲げ加工プロジェクトを計画する際、このような制約を慎重に考慮します。お客様と緊密に連携し、設計が実現可能であること、最終製品がお客様の要求を満たすことを保証します。
アルミチューブの曲げ加工では、どのような問題が発生するのでしょうか?よくある不具合について説明します。
最も多い欠陥は、しわ、ひび割れ、楕円化だと思う。これらはチューブを弱くし、本来の用途に適さなくなります。品質を確保するためには、これらの欠陥の根本原因を特定し、対処することが重要です。
アルミニウム管の曲げ加工中に発生する可能性のある一般的な欠陥について深く掘り下げてみましょう。これらの欠陥とその原因を認識することは、効果的な防止策を実施する上で極めて重要です。
しわとは、曲げの内側に小さなしわやひだができること。
原因がある: 曲げ内側のサポートが不十分で、不適切な工具や潤滑が原因であることが多い。
予防だ: マンドレルを使用して内部を支え、適切な潤滑を確保する。
ひび割れとは、曲げ部の外側に亀裂や裂け目ができることである。
| 原因 | 予防 |
| 過度の緊張 | 曲げ半径を大きくするか、より延性の高いアルミ合金を使用する。 |
| 不適切な工具 | 曲げ金型が適切に設計され、メンテナンスされていることを確認する。 |
| 不十分な潤滑油 | 摩擦を減らすために十分な潤滑油を塗布する。 |
楕円化とは、チューブの断面形状が円形から楕円形に歪むことである。
原因がある: 曲げ加工時のサポートが不十分で、チューブ壁が崩れる。
予防だ: チューブの形状を維持するには、マンドレルと圧力ダイスを使用する。
減肉とは、曲げ部の外側の肉厚が減少すること。
原因がある: 曲げ加工中のアルミニウムの伸び。
予防だ: 曲げ半径を大きくし、伸び特性の良いアルミニウム合金を選ぶ。
曲げ加工中にチューブが粗い面や研磨面に接触すると、 表面傷が発生することがあります。
原因がある: 不適切な取り扱いや汚染された工具。
予防だ: チューブの取り扱いには注意し、工具は清潔に保ち、よく手入れしてください。
私の工場では、これらの欠陥を特定し、修正するために厳格な検査手順を設けています。また、欠陥の発生を未然に防ぐため、曲げ工程を継続的に監視しています。
アルミニウムの焼き戻しは、曲げ方にどのように影響するのでしょうか?焼戻しの影響について説明しましょう。
アルミニウムのテンパー(硬度)は曲げやすさに大きく影響すると思います。軟らかい調質材は一般的に曲げやすいですが、変形しやすいかもしれません。硬い調質材は強いですが、より大きな力を必要とし、クラックが入りやすくなります。
アルミニウムの焼き戻しが管の曲げ加工結果にどのような影響を与えるか、さらに深く掘り下げてみましょう。焼戻しの影響を理解することは、目的の結果に適した材料を選択するために不可欠です。
アルミニウムの調質とは、特定の機械的特性を達成するためにアルミニウムに施される熱処理および機械的処理を指す。
アニール(O): 最も柔らかく延性があり、曲げ加工に最適。
冷間加工(H): アニール処理より硬く強度が高いが、延性は劣る。
溶液熱処理(T): 熱処理して強度を高めるが、成形性は劣る。
調質は、アルミニウムが割れたり変形したりすることなく、どれだけ簡単に曲げられるかに影響します。
| テンパー | 説明 | 曲げへの影響 |
| O | 柔らかく延性があり、曲げやすい。 | 力を必要とせず、割れにくいが、変形(楕円化や減肉)を起こしやすい。 |
| H | より硬く、より強く、より曲げにくい。 | 力が必要で、割れやすいが、変形は少ない。 |
| T | 強度は高いが、成形性は低い。 | 曲げるのが難しく、専門的なテクニックを要する。 |
管曲げ用のアルミニウム調質材を選ぶ際には、以下の要素を考慮してください:
曲げ半径: 曲げ半径が小さいほど、より延性の高いテンパーが必要となる。
強さの条件 曲げ管が高荷重に耐える必要がある場合は、十分な強度を持つ調質材を選ぶこと。
成形プロセス: 成形工程はアルミニウムの焼戻しに影響する。
最終申請: 曲げ管の最終的な用途を考慮し、性能要件を満たす焼きなましを選択する。
場合によっては、アルミニウム管の強度を高めるために、曲げ加工後に熱処理を施すこともある。
私の工場では、管曲げプロジェクトを計画する際、アルミニウムの調質について慎重に検討します。お客様と緊密に協力して、特定の用途に最適な調質材を選択します。
アルミニウムの限界、欠陥、気質を理解することは、より良い曲げを得ることにつながります。それが成功につながるのです。