住所
304ノース・カーディナル
セント・ドーチェスター・センター(マサチューセッツ州02124
勤務時間
月曜日~金曜日:午前7時~午後7時
週末午前10時~午後5時
Struggling with getting consistent, high-quality parts for your products? This uncertainty can cause project delays and budget overruns. I’ve found that one manufacturing method truly delivers exceptional results.
In my experience, the aluminum extrusion process is an incredibly effective method. It involves pushing a heated aluminum billet through a specially shaped die. This creates a uniform profile, which is key to making flawless, consistent parts for any application.
But knowing what it is isn’t enough. To truly use its power, you need to understand how it works and why the aluminum extrusion process might be the best choice for your next project. Let’s break it down together.
Have you ever been confused by technical manufacturing terms? This can make you feel unsure if you’re choosing the right process. I can explain the aluminum extrusion process in simple, clear terms.
I see the aluminum extrusion process as a powerful shaping technique. Imagine squeezing toothpaste from a tube; the shape of the opening determines the shape of the paste. Similarly, we push hot aluminum through a steel die to create complex cross-sectional shapes with precision.
The toothpaste analogy is simple, but it perfectly captures the core idea. The real magic, however, is in the details and the control we have over them. The entire aluminum extrusion process is designed to produce continuous lengths of a specific shape, or “profile.”
To understand the process better, let’s look at the key players involved:
The reason aluminum is perfect for this is because of its unique properties. It is strong but lightweight, and it becomes malleable when heated to the right temperature (typically around 425-500°C or 800-925°F). This allows us to shape it without breaking it. For a purchasing manager, this level of control is crucial. The consistency of the aluminum extrusion process means that the first part we produce is identical to the thousandth. This reliability removes the risk of receiving a batch of parts that don’t meet your specifications, a pain point I know many buyers face.
A complex manufacturing method like the aluminum extrusion process can seem like a black box. You might worry about all the places where something could go wrong, leading to delivery delays. I’ll walk you through the simple, logical steps we follow.
From my factory floor experience, the aluminum extrusion process has a clear flow. First, we prepare and heat the aluminum billet. Then, we use immense pressure to push it through the die. Finally, the extruded profile is cooled, stretched, and cut to the required length.
Each step in the aluminum extrusion process is carefully controlled to ensure the final product meets the highest quality standards. A failure in one step can compromise the entire batch, which is why our project management and quality control are so rigorous. Let’s look closer at each phase of the aluminum extrusion process.
The process begins with selecting the right aluminum alloy billet. We then cut it to a specific length for the job. The billet is placed in an oven and heated to a precise temperature. This is not just about making the metal soft; uniform heating is critical for ensuring consistent material flow through the die and achieving the desired metallurgical properties in the final product.
Once heated, the billet is transferred to the extrusion press. A lubricant is applied to prevent it from sticking to the ram or the die. The hydraulic ram then applies immense pressure (up to thousands of tons) to the billet, pushing it forward. The only place for the softened metal to go is through the shaped opening in the die. The result is a long, continuous profile of the desired shape emerging on the other side.
As the profile exits the die, it is guided onto a runout table. Here, it is cooled uniformly by air or water jets in a process called quenching. This rapid cooling is essential for locking in the material’s strength and hardness. After cooling, the long profile may have some minor twists. We place it in a stretcher and pull it from both ends to straighten it perfectly and relieve internal stresses.
Finally, the straightened profile is cut to the customer’s specified lengths. For some alloys, the parts need to be “aged” to achieve their full strength. This involves placing them in aging ovens for a set period. This final heat treatment process hardens the material to its final temper, such as T5 or T6.
Here is a simple breakdown of the sequence:
| Step Number | Action | 目的 |
| 1 | Heat Billet | To make the aluminum malleable for shaping. |
| 2 | Push Through Die | To form the cross-sectional profile. |
| 3 | Quench (Cool) | To lock in the material’s mechanical properties. |
| 4 | Stretch & Cut | To straighten the part and cut it to the final length. |
Understanding these steps helps our customers appreciate where quality control matters most. Delays are often caused by poor management of this flow, a problem we solve with strict scheduling and process oversight.
You’re likely comparing different manufacturing methods for your parts. I know that choosing the wrong one can be a costly mistake in terms of both money and time. Let me show you the clear benefits I see every day with the aluminum extrusion process.
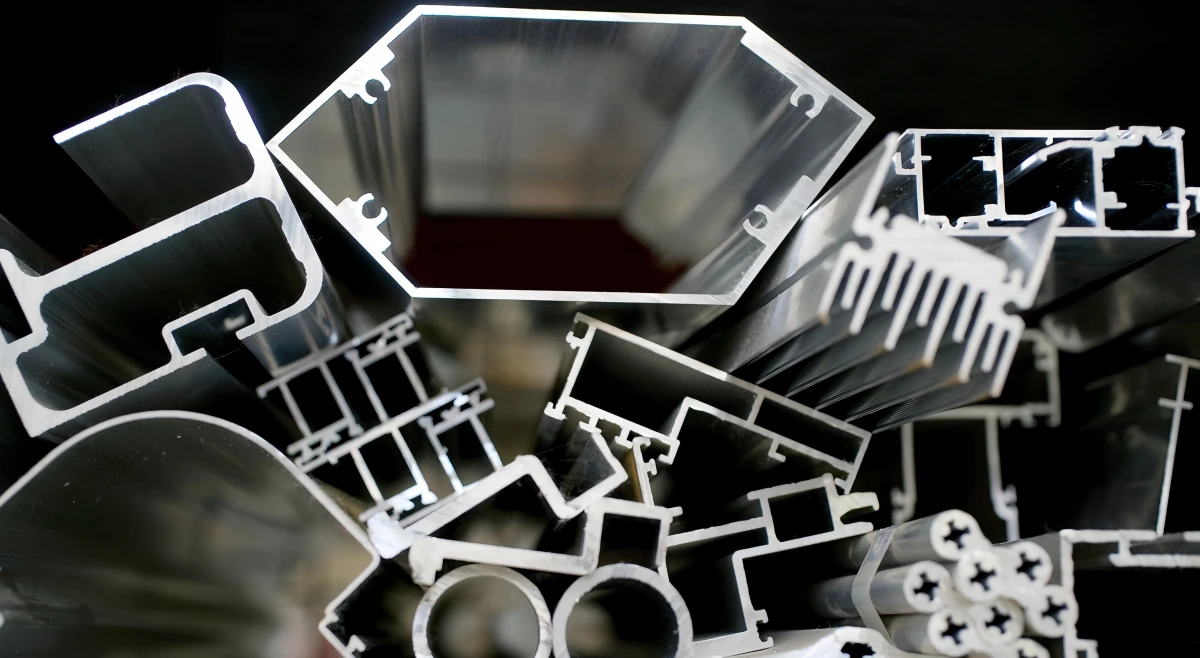
For me, the biggest advantage is design freedom. The aluminum extrusion process allows for incredibly complex, integrated shapes that would be impossible or too expensive with other methods. This means we can create stronger, lighter, and more functional parts for our clients.
This design flexibility, a key benefit of the aluminum extrusion process, is a game-changer for product developers and engineers. But the benefits don’t stop there. For a purchasing manager focused on budget, quality, and efficiency, the advantages are very practical.
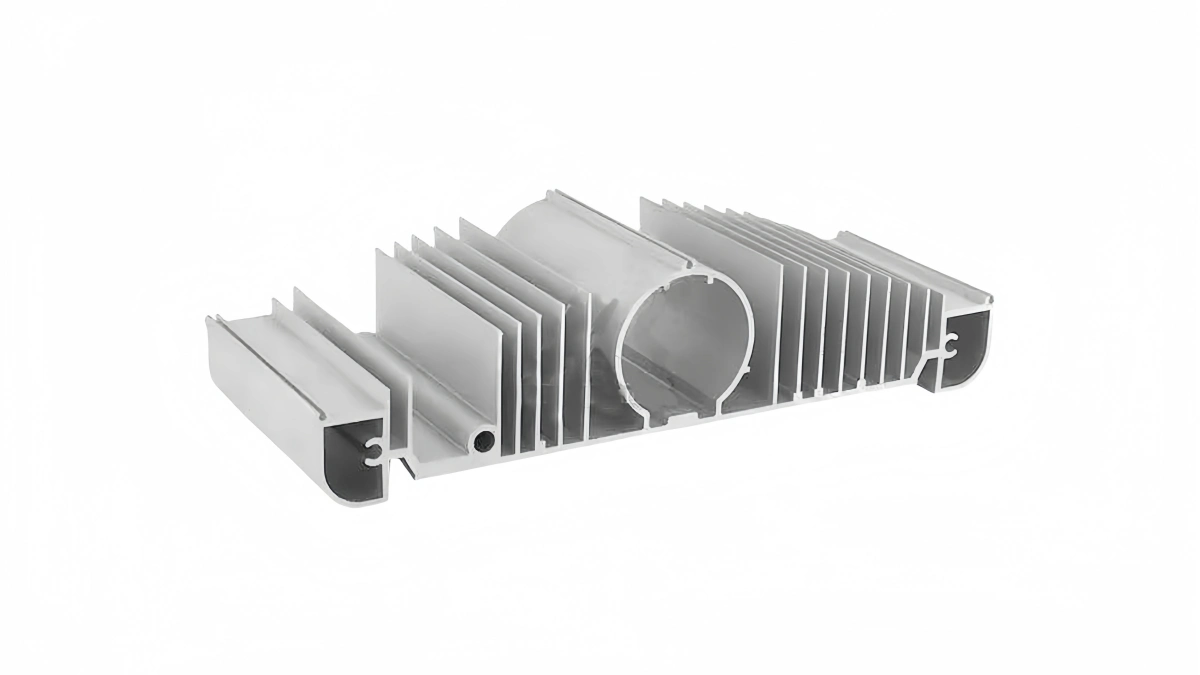
The aluminum extrusion process lets designers incorporate multiple functions into a single part. For example, we can create a profile with screw channels, integrated heat sinks, and snap-fit features all in one piece. This eliminates the need for extra components and assembly steps, reducing the total cost and potential points of failure in your final product. You can create hollow or semi-hollow shapes with ease.
While the press itself is a major investment for us, the tooling (the dies) is relatively inexpensive and quick to produce compared to molds for die casting or tooling for stamping. This makes the aluminum extrusion process very cost-effective for custom parts, even at lower volumes. For high-volume production, the per-piece cost becomes extremely competitive.
Aluminum has an excellent strength-to-weight ratio. Extruded parts are strong and durable yet lightweight, which is ideal for everything from automotive components to consumer electronics. The process also produces a smooth, consistent surface finish that is perfect for anodizing, powder coating, or painting.
Here is a summary of the core benefits:
| メリット | 説明 | Benefit for Buyers |
| Design Freedom | Allows for complex, integrated cross-sections. | Fewer parts to assemble, improved product function. |
| Low Tooling Cost | Dies are less expensive than casting molds. | Affordable customization and faster to market. |
| Strength-to-Weight | High strength with low density. | Lighter, more efficient, and durable products. |
| 表面仕上げ | Smooth and consistent surface. | Excellent for cosmetic finishing like anodizing. |
For a purchasing manager, this means you can get a custom part that reduces assembly labor, improves your product’s quality, and lowers its overall weight, all at a competitive price point. This is the value we provide.
When discussing the aluminum extrusion process, you may have heard different technical terms like “direct” and “indirect” extrusion. Not knowing the difference can make it hard to discuss your project needs effectively. I’ll clarify the two main types we use.
Yes, in our operations, we primarily use two types of the aluminum extrusion process. The most common is ‘direct extrusion,’ where the die is stationary and the ram pushes the billet through it. There is also ‘indirect extrusion,’ where the die moves into the billet. Each has specific uses and advantages.
While both types of the aluminum extrusion process produce the same outcome—a shaped aluminum profile—the way they get there is different. The choice between them depends on the specific requirements of the project, such as the alloy used, the complexity of the profile, and the desired surface finish. As your supplier, it’s my job to recommend the best method for your needs.
Direct extrusion is the most common and straightforward method of the aluminum extrusion process. The heated billet is placed in the press container, and the ram pushes it from behind. The billet slides forward along the container walls and is forced through the stationary die. The main challenge here is friction. As the billet moves, there is significant friction between its surface and the container wall. This requires more force and can generate extra heat, which can affect the final grain structure and surface finish.
In indirect extrusion (also called reverse extrusion), the die is mounted on the end of the hollow ram. The ram pushes the die into the stationary billet. Because the billet itself does not move relative to the container, there is almost no friction. This has several key benefits: it requires less force, allows for more consistent material flow, and can produce profiles with a better surface finish and more consistent dimensions. It is often preferred for harder alloys or more complex shapes.
Here’s a simple comparison to help you understand the differences:
| 特徴 | 直接押出 | 間接押出 |
| Billet Movement | Billet moves along the container. | Billet is stationary in the container. |
| Die Position | Die is stationary. | Die moves into the billet. |
| Friction | High friction between billet and container. | Very low friction. |
| Force Required | Higher | Lower |
| Common Use | Standard profiles, most common alloys. | Complex shapes, hard alloys, superior finish. |
For most standard projects, direct extrusion is a perfectly suitable and cost-effective solution. It is the workhorse of the industry. However, when a customer comes to us with a project that demands exceptionally tight tolerances, a flawless surface for a cosmetic application, or involves a very hard aluminum alloy, we will often recommend indirect extrusion. This is part of the engineering service we provide—we don’t just take orders; we ensure the right process is selected for optimal results.
The aluminum extrusion process is a versatile and cost-effective solution for creating complex parts. Understanding its mechanics helps you make better purchasing decisions and achieve superior results for your products.