Adresse
304 North Cardinal
St. Dorchester Center, MA 02124
Heures de travail
Du lundi au vendredi : de 7h00 à 19h00
Le week-end : 10H00 - 17H00
Adresse
304 North Cardinal
St. Dorchester Center, MA 02124
Heures de travail
Du lundi au vendredi : de 7h00 à 19h00
Le week-end : 10H00 - 17H00

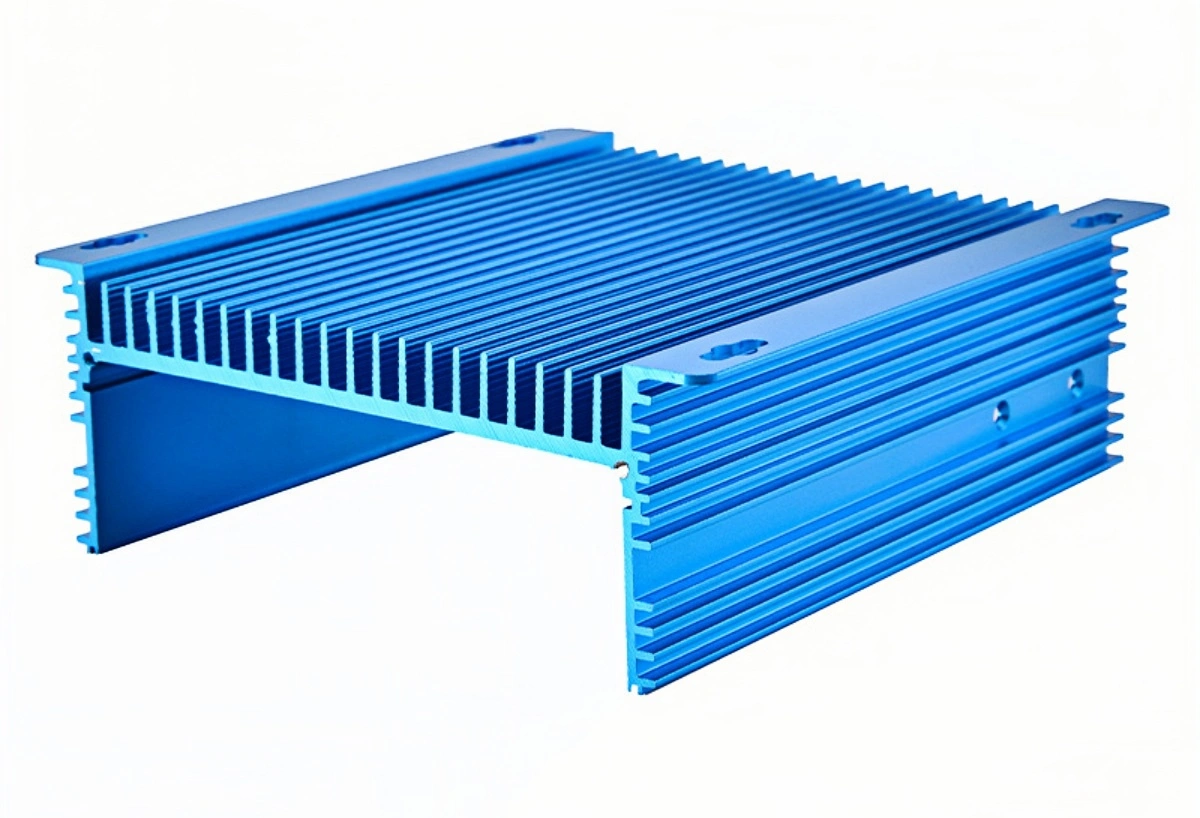
Are your large aluminum components failing too soon or looking subpar? I’ve seen the frustration when finishes don’t last. Imagine your large parts boasting incredible resilience and a perfect look.
From my direct experience, superior anodizing large aluminum parts is the ultimate solution because it creates a significantly harder, more corrosion-resistant, and visually appealing surface, extending the life and value of your products.
This process isn’t just a simple coating; it’s an electrochemical transformation. Understanding how anodizing large aluminum parts works, its challenges, and the options available can help you make informed decisions for your projects. Let’s delve into the details.
Heard about anodizing but unsure what it means for your big projects? You might wonder if it’s just a fancy paint job. I can tell you, it’s much more than that, especially when dealing with anodizing large aluminum parts.
I explain anodizing large aluminum parts as an electrochemical process that converts the metal surface into a durable, corrosion-resistant, anodic oxide finish, integral to the aluminum itself, not just applied on top.
Anodizing is a specific type of surface treatment. The “anodic” part of “anodizing” refers to the aluminum part becoming the anode in an electrolytic cell. The process involves immersing the aluminum component into an acid electrolyte bath, typically sulfuric acid or chromic acid. An electric current is then passed through the solution. The aluminum part acts as the anode, and a cathode (usually lead or aluminum) is also placed in the bath.
When the current flows, oxygen is released at the surface of the anode (your aluminum part). This oxygen reacts with the aluminum to form a layer of aluminum oxide. Unlike paint, which is an additive layer, this oxide layer is grown directly from the underlying aluminum. It’s integrated with the metal. This is a key reason why anodizing large aluminum parts provides such excellent adhesion and durability.
The aluminum oxide layer created during anodizing offers several significant advantages:
When specifically considering anodizing large aluminum parts, the scale of the operation is a factor. Larger tanks are needed for the electrolyte bath, and handling these sizable components requires specialized equipment and expertise. Ensuring uniform current distribution across a large surface area is also critical to achieve a consistent coating thickness and appearance. We understand the importance of this meticulous process control to avoid issues like inconsistent color or varying protective qualities, which can be a major pain point if a supplier lacks professional knowledge.
The thickness of the anodic coating can be precisely controlled, typically ranging from a few microns to over 25 microns (0.001 inches) or even thicker for hard anodizing. This control is crucial for meeting the specific performance requirements for your anodizing large aluminum parts.
Thinking anodizing is always straightforward, especially for bigger pieces? Unfortunately, anodizing large aluminum parts presents unique hurdles. I’ve seen projects encounter difficulties if these aren’t anticipated and managed by an experienced supplier.
From our perspective, the primary challenges with anodizing large aluminum parts include ensuring coating uniformity, managing heat dissipation, handling and racking difficulties, and potential for color variations across extensive surfaces.
Successfully anodizing large aluminum parts requires careful planning and specialized capabilities. The sheer size and surface area introduce complexities not typically encountered with smaller components.
Achieving a consistent anodic film thickness and appearance across a very large surface is a significant challenge when anodizing large aluminum parts.
The anodizing process is exothermic, meaning it generates heat.
Simply moving and positioning large aluminum components presents logistical and technical challenges.
If the anodizing large aluminum parts are to be colored, achieving a uniform color can be very difficult.
This is an obvious but fundamental challenge.
The table below summarizes some key challenges and how they are typically addressed:
| Challenge | Potential Impact | Mitigation Strategy |
| Coating Non-Uniformity | Uneven protection, appearance variation | Optimized racking, proper agitation, current density control, skilled operators |
| Dissipation de la chaleur | Burnt, soft, or discolored coating | Adequate tank cooling systems, electrolyte monitoring, controlled current application |
| Handling & Racking | Part damage, visible rack marks, inconsistent anodizing | Robust racking design, specialized handling equipment, careful placement of contacts |
| Color Variation (for dyed parts) | Streaks, blotches, mismatched parts | Strict process control, alloy consistency, careful dye bath management |
| Equipment & Tank Size Limitations | Inability to process large parts | Investment in large-scale infrastructure, modular tank designs |
Addressing these challenges in anodizing large aluminum parts requires significant expertise and process control. This is where a knowledgeable supplier can prevent costly mistakes and delays, ensuring the final product meets your stringent quality requirements.
Not all anodizing is the same. When you’re dealing with anodizing large aluminum parts, you need to know which type offers the best protection and finish. I often advise clients on this, as the choice greatly impacts performance.
In my experience, Type II (sulfuric acid) anodizing is common for general protection and color on large aluminum parts, while Type III (hardcoat) anodizing is chosen when maximum wear and corrosion resistance are paramount.
The “type” of anodizing generally refers to the electrolyte used and the resulting properties of the anodic coating. For anodizing large aluminum parts, the most common and practical types are Type II (conventional sulfuric acid anodizing) and Type III (hardcoat anodizing).
This is the most common type of anodizing and is often referred to as “standard” or “decorative” anodizing, though it offers good corrosion protection.
This process is designed to create an extremely hard, dense, and abrasion-resistant coating.
Voici une comparaison :
| Fonctionnalité | Type II (Sulfuric Acid) Anodizing | Type III (Hardcoat) Anodizing |
| Primary Goal | Aesthetics, good corrosion resistance | Maximum wear & corrosion resistance, hardness |
| Electrolyte | Sulfuric Acid | Sulfuric Acid (often with additives) |
| Temperature | Room temperature (e.g., 18-22°C / 64-72°F) | Low temperature (e.g., 0-5°C / 32-41°F) |
| Coating Thickness | 5-25 µm (0.0002″-0.001″) | 25-150 µm (0.001″-0.006″), typically ~50 µm |
| Dureté | Modéré | Very High (can exceed 60 Rockwell C) |
| Color Options | Wide range, clear or dyed | Limited; typically gray, bronze, black. Darker. |
| Coût | Généralement plus faible | Generally higher |
| Common Use for Large Parts | Architectural, decorative, general protection | Industrial machinery, high-wear applications |
While less common for general anodizing of large aluminum parts due to thinner coatings and environmental concerns with hexavalent chromium, Type I (chromic acid) anodizing is still used in specific aerospace applications. It provides excellent corrosion resistance with a very thin film, causing minimal dimensional change and good fatigue resistance. However, the environmental and health regulations around chromic acid are very stringent.
When deciding on the type of anodizing for large aluminum parts, the end-use application, required performance characteristics (wear, corrosion), aesthetic desires, and budget will all play a role. As a supplier, we help guide you to the most appropriate choice to ensure your parts perform as expected, avoiding the issues that arise from insufficient quality control or lack of professional knowledge in these specialized finishing processes.
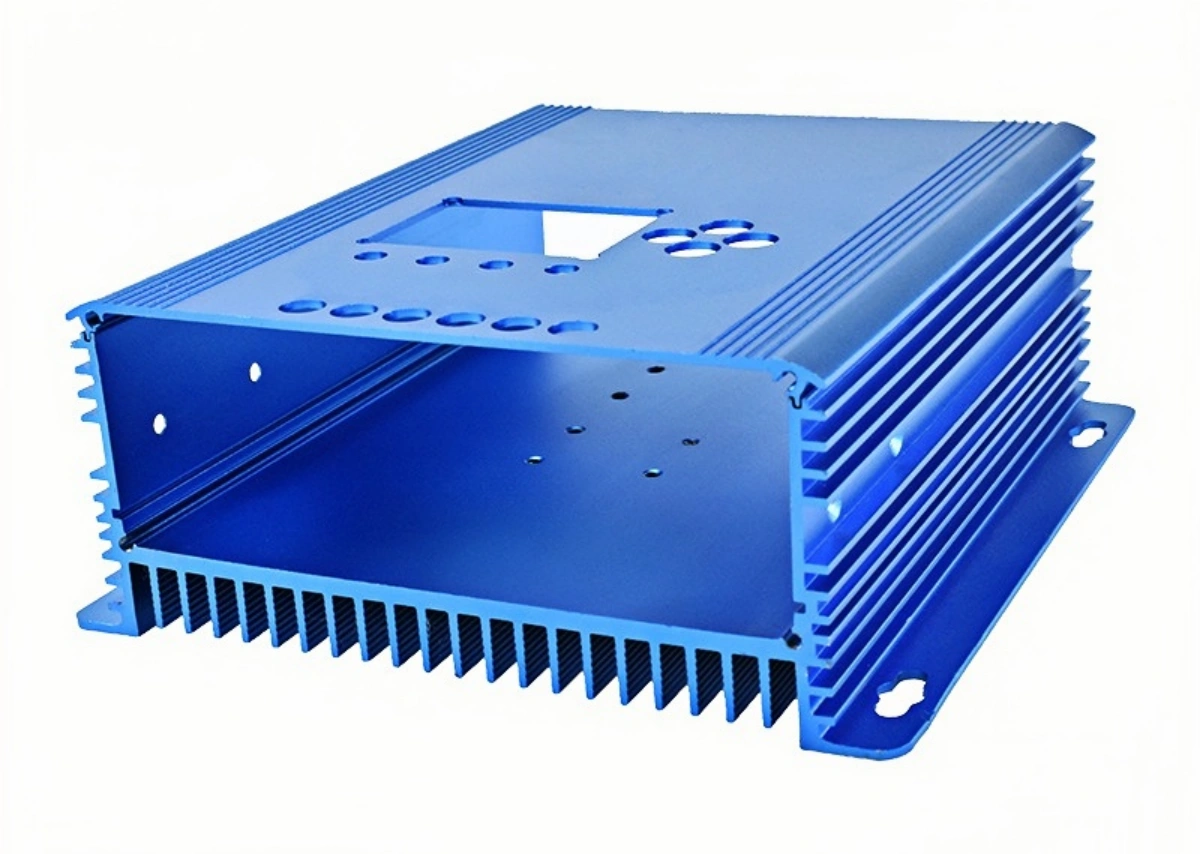
Looking to add some visual flair or functional color coding to your large components? You’re likely wondering about the color possibilities when anodizing large aluminum parts. I can confirm that color is a big reason many choose this finish.
I’ve found that for anodizing large aluminum parts, a good range of colors is achievable with Type II anodizing, including clear, black, bronze, blue, red, and gold, though achieving perfect uniformity on very large surfaces can be challenging.
The ability to color aluminum is one of the attractive features of anodizing, especially for Type II (sulfuric acid) anodizing. The porous structure of the anodic coating formed during this process readily accepts dyes before it’s sealed.
There are a few primary methods for coloring anodized aluminum:
For anodizing large aluminum parts, especially using Type II dyeing:
The table below outlines some common color options and factors to consider for anodizing large aluminum parts:
| Color Category | Common Dyes/Methods | Lightfastness | Considerations for Large Parts |
| Clear/Natural | No dye, sealed anodic layer | N/A | Highlights natural metal; consistency of base aluminum finish is critical. |
| Black | Organic dyes, some electrolytic coloring | Good to Excellent | Generally good uniformity; very popular. |
| Bronze/Champagne | Electrolytic coloring (tin, nickel salts) | Excellent | Very durable; good uniformity possible; common for architectural anodizing large aluminum parts. |
| Gold | Organic dyes | Fair to Good | Can be vibrant; dye quality matters for longevity. |
| Blues/Reds/Greens | Organic dyes | Fair to Good | Color matching can be challenging on large surfaces or between batches; UV stability varies. |
When specifying color for anodizing large aluminum parts, it’s important to discuss your requirements thoroughly with your anodizing provider. Providing physical color samples (if available) and understanding the limitations and strengths of different coloring methods will help ensure a satisfactory result, avoiding the disappointment of unprofessional responses or finishes that don’t meet expectations.
In summary, proper anodizing for large aluminum parts provides superior protection and aesthetics. Understanding the process, challenges, types, and color options helps you achieve excellent results for your demanding projects.