Adresse
304 Nord Kardinal
St. Dorchester Center, MA 02124
Arbeitszeiten
Montag bis Freitag: 7AM - 7PM
Am Wochenende: 10AM - 5PM
Adresse
304 Nord Kardinal
St. Dorchester Center, MA 02124
Arbeitszeiten
Montag bis Freitag: 7AM - 7PM
Am Wochenende: 10AM - 5PM

Struggling with bent aluminum parts that crack or have inconsistent angles? This wastes your time and money on rejected components. I’ve found a way to achieve perfect results every time.
Yes, it absolutely can be. In my experience, cold bending aluminum is a precise and highly efficient manufacturing process. It consistently solves major production challenges for my clients, delivering strong, accurate parts without the extra time and expense of heat-based methods.
This process might seem simple, but understanding its details is key to unlocking its full potential for your projects. Let’s explore how it works and why it could be the best choice for your custom aluminum components.
You’ve probably heard the term “cold bending,” but you might not be sure what it involves. This uncertainty can lead you to choose a less suitable process for your parts. I’ll explain it simply.
I always define it for my clients this way: cold bending aluminum is a manufacturing method where we shape aluminum profiles or sheets at room temperature. We use carefully controlled mechanical force, not heat, to create the precise angles and curves your designs require.
So, what does “room temperature” mean in our factory? It simply means we don’t pre-heat the aluminum before bending it. The entire process relies on the natural properties of the metal itself. This is a fundamental difference compared to hot bending, where metal is heated in a furnace to make it softer and more pliable. With cold bending aluminum, the magic happens through force and precision tooling.
The success of the cold bending aluminum process depends on two main things: the metal’s ductility and a phenomenon called work hardening. Ductility is the ability of a material to be stretched or bent without breaking. Aluminum has excellent ductility, which makes it a great candidate for this method. When we apply force, the aluminum’s internal crystal structure rearranges itself. This change is what makes the bend permanent. At the same time, this rearrangement makes the material in the bent area stronger and harder. This is work hardening, and it’s often a welcome side effect.
You should consider cold bending aluminum when cost, speed, and surface quality are your top priorities. Because we eliminate the heating and cooling steps, the process is much faster and uses less energy, which lowers costs. I’ve helped many clients reduce their production lead times significantly by choosing cold bending aluminum. Also, since there’s no high heat involved, the aluminum’s surface finish remains clean and smooth, without any discoloration or scale that needs to be cleaned off later. This is perfect for parts where appearance matters.
Knowing the theory is one thing, but how do we physically bend a strong piece of aluminum? Not understanding the methods can mean you can’t specify your needs correctly for your supplier. Let me show you how it works on our factory floor.
I’ve watched this process thousands of times. In our facility, the magic of cold bending aluminum happens with powerful machines like press brakes. We apply highly controlled force to push the alloy past its elastic limit, permanently creating the shape you need.
The science behind it is straightforward. Every material has an “elastic limit.” If you bend it gently and release it, it will spring back to its original shape. This is elastic deformation. To make a permanent bend, we have to push past that limit into the “plastic deformation” zone. This is where the material’s internal structure changes for good. A key challenge in the cold bending aluminum process is “springback.” After we bend the aluminum and release the pressure, the metal will try to spring back a little bit. An experienced team, like ours at ALUT, knows exactly how much to over-bend the part so that when it springs back, it lands at the perfect angle specified in your drawing.
We use different machines for different types of bends. Choosing the right technique for cold bending aluminum is essential for efficiency and quality. For a purchasing manager, knowing these basic methods helps you have a more productive conversation with your supplier’s engineering team.
| Methode | Beschreibung | Best For |
| Press Braking | A long die presses the aluminum sheet or plate into a V-shaped, U-shaped, or channel-shaped bottom die. | Creating straight-line bends and sharp angles in sheet metal and plates. |
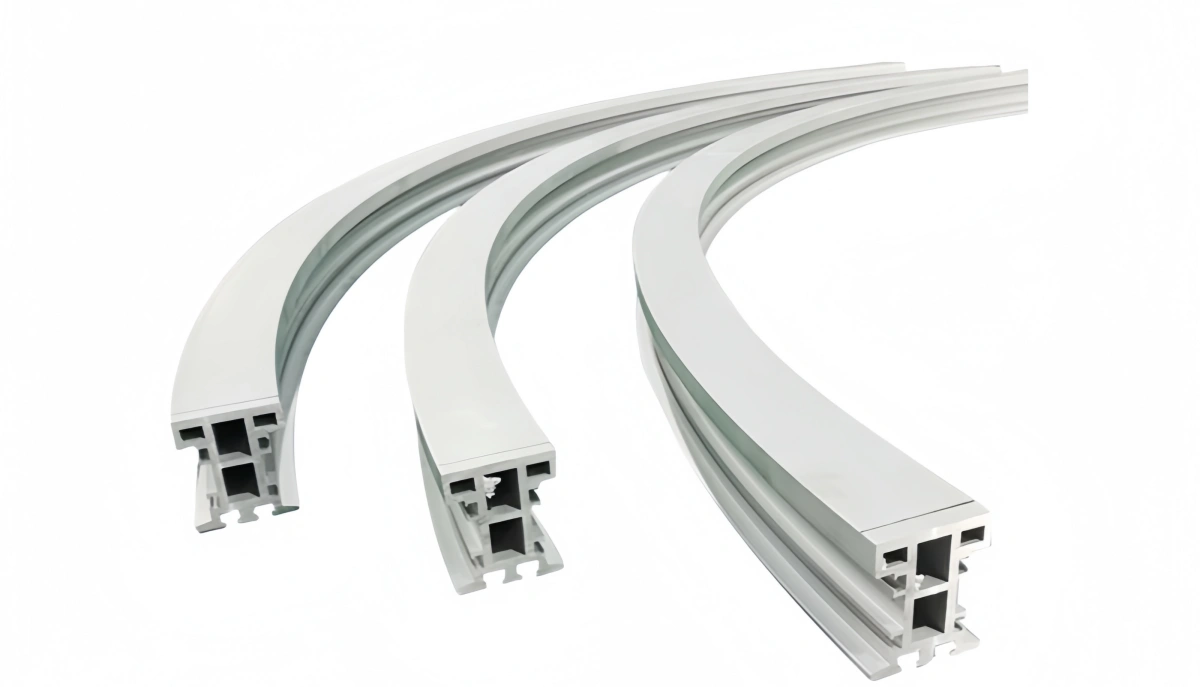
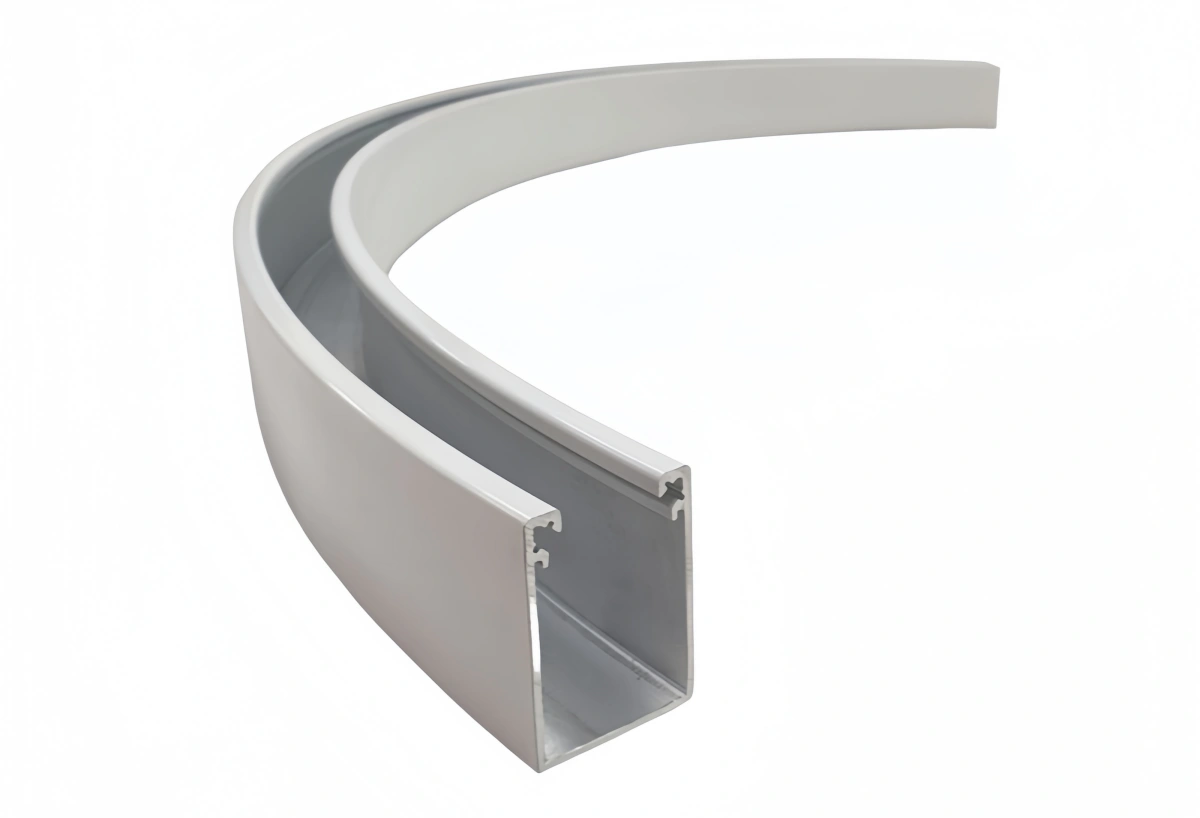
| Walzenbiegen | The aluminum profile is fed through a series of three or more rollers that apply pressure to create a gradual curve. | Forming large-radius curves, circles, and arches from tubes, bars, and extrusions. |
| Stretch Forming | The aluminum profile is clamped at both ends and stretched over a forming die to create the desired shape. | Making complex, large, and smooth curves, often for aerospace or automotive panels. |
Each of these methods requires a different setup and level of expertise. For example, press braking is fast and great for simple brackets, while roll bending is what we use to create curved architectural frames. Stretch forming offers incredible precision for complex shapes but is generally a more specialized process.
You always need to justify your choice of manufacturing process to your team. Choosing a method that isn’t a good fit can negatively impact your budget and your project timeline. I’ll give you the key advantages to help you decide.
From my experience with client projects, the biggest benefits of cold bending aluminum are cost and speed. We skip heating and cooling, saving enormous energy and time. This means I deliver high-quality, strong parts to you faster and more affordably.
Let’s dive deeper into these advantages. When you are responsible for a project’s budget, every dollar counts. The cold bending aluminum process eliminates the need for large, energy-hungry furnaces. This directly translates to lower energy bills for the manufacturer, and those savings are passed on to you.
The benefits go beyond just cost and speed. The quality and integrity of the final product are often superior with cold bending aluminum. Because the material is not subjected to high temperatures, its surface remains pristine. You get a smooth, clean finish without the heat scale or oxidation that must be removed after hot bending. This reduces secondary processing steps.
Here is a simple comparison to help you see the differences clearly:
| Merkmal | Cold Bending | Hot Bending |
| Cost | Lower (less energy, fewer steps) | Higher (furnace operation, more labor) |
| Speed | Faster (no heating/cooling cycles) | Slower (requires pre-heating & cooling) |
| Stärke | Increased at bend (work hardening) | Strength is uniform but may be lower |
| Oberfläche | Excellent, clean, and smooth | Can have scale or discoloration |
For most custom mechanical parts, the combination of speed, cost-effectiveness, and quality makes cold bending aluminum the superior choice.
You may have heard that bending any metal can create a weak point. Naturally, you can’t afford to have a component fail once it’s in your final product. So, let’s address this common and very important concern.
This is an excellent question that I get from many detail-oriented purchasing managers. In fact, for the right aluminum alloys, the opposite is often true. The cold bending aluminum process typically increases the metal’s hardness and tensile strength in the bent area through work hardening.
This might sound counter-intuitive, so let’s break it down. Think of it like bending a paperclip back and forth. You’ll notice that the bend point gets harder. That’s work hardening in action. On a microscopic level, when we perform cold bending aluminum, its internal grain structure is compressed and elongated. This makes the grains lock together more tightly, which increases the material’s resistance to further deformation—it gets stronger. This added strength can be a significant advantage. However, this is where a supplier’s expertise becomes critical. Every action has a reaction. While the strength increases, the material’s ductility decreases in that area.
Not all aluminum is created equal when it comes to cold bending. The specific alloy and its temper play a huge role in the success of the cold bending aluminum process. Choosing the wrong one is a recipe for disaster. A professional supplier for cold bending aluminum will guide you on material selection.
| Legierung | Bending Suitability | Notes on Strength |
| 3003 | Ausgezeichnet | Good formability, moderate strength. Work hardens well. |
| 5052 | Sehr gut | Higher strength than 3003. One of the best for cold bending. |
| 6061-T4 | Gut | Can be bent easily. The T4 temper is more ductile. |
| 6061-T6 | Poor / Fair | Very strong but brittle. Bending can cause cracking. |
As you can see, an alloy like 5052 is a fantastic choice for parts that need both strength and complex bends. On the other hand, trying to perform cold bending aluminum on 6061-T6 is risky as it is much more likely to crack. A professional supplier will suggest a solution, like bending 6061 in its softer -T4 state and then aging it to a -T6 temper afterward.
In short, cold bending aluminum is a strong, fast, and cost-effective method for your custom parts. With the right supplier, it delivers superior results and a more efficient supply chain.